Determining the cutting fluid corrosivity by imprint test
The method is based on the ability of cast iron to react with corrosive working cutting fluids forming coloured corrosion products.
1. Equipment, materials, reagents:
2. Test preparation.
Visually check the chips for corrosion without touching them. Storage period of the chips shall not exceed 2-3 weeks after their manufacture.
3. Test procedure.
Uniformly apply 2+/-0.1 g of cast iron chips to the round paper filter (Ø 50 mm) placed in a Petri dish using a spatula. Collect 2 ml of well mixed process emulsion or aqueous cutting fluid solution using a measuring pipette and wet the chips on the filter chip uniformly.
Cover the Petri dish with a lid and keep at room temperature for 2 hours. Keep the Petri dish away from drafts and sunlight.
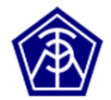
Fig. 2. Cutting fluid corrosiveness grade (in points).
Then remove the chips and dry the round paper filter at room temperature. The tests shall conducted in parallel in two Petri dishes.
4. Test evaluation.
Working cutting fluid emulsion or aqueous solution shall be considered to be satisfactory if there are no corrosion spots on the filter paper. If there are corrosion spots (Fig. 2), assess the degree of corrosion as follows (Table. 10).
Fig. 2. Cutting fluid corrosiveness grade (in points).

Table 10. Assessment of the degree of the sample corrosion.
|
Point |
Degree of corrosion |
Filter appearance |
|
0 |
No |
No change |
|
1 |
Traces |
Up to three spots with a diameter of less than 1 mm |
|
2 |
Mild |
Spot with a diameter of greater than 1 mm |
|
3 |
Moderate |
As per the pattern shown in Fig. 2 |
|
4 |
Severe |
As per the pattern shown in Fig. 2 |
The results of parallel determinations (degree of corrosion in points) should not differ by more than one degree of corrosion. A greater degree of corrosion shall be taken as the test result.